Ductile Iron Pipe,Ductile Iron Pipe Fitting Pn16,Ductile Iron Pipe Boss Shandong Great Steel Co.,Ltd , https://www.great-steel.com
Material: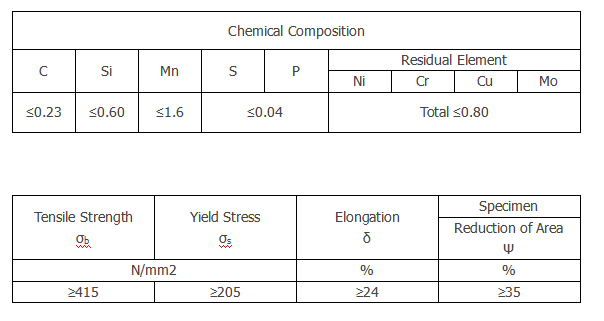
Process:
1. Place a pattern in sand to create a mold;Â
2. Incorporate a gating system;Â
3. Remove the pattern;Fill the mold cavity with molten metal;
4. Allow the metal to cool;;
5. Break away the sand mold and remove the casting.
6. Heat treatment.
7. Chemical composition test, UT/MT test, mechanical property test, etc.
8. Surface treatment and other customer requirements.
Certificate
Product Show

Weight: from 2 tons to 150 tons per piece
Application:
The products are widely used in cement mills, rotary kilns, shipbuilding, metallurgy, mining, sugar mills, powder plants, railroads, engine beds, and more.
We offer OEM services for cement mill and rotary kiln casting parts, marine steel casting parts, and sugar mill machinery parts made from Carbon Steel or low alloy steel.
Our casting parts can be supplied with the following treatments:
Heat Treatment: Normalized, normalized and tempered, quench and tempered
Machining: Rough machined, semi-finished machined, finished machined
How to Guarantee the Quality?
1. The wooden pattern will be carefully inspected by the QC team.
2. The casting process will be simulated before pouring.
3. QC will check the chemical composition after pouring.
4. Visual inspection will be done before machining.
5. First-time UT and MT will be performed after rough machining.
6. Mechanical property tests will be conducted after heat treatment.
7. Final UT and MT will be done after final machining.
8. When customers visit for final inspection, they can witness the process or use their own testing equipment.
Classification Society
Steel Grade
Heat Treatment
Max. Weight
Valid Time
CCS
Carbon, Carbon Manganese, and Low Alloy Steel
N+T
116 tons
2019.04.06
DNV.GL
Carbon, Carbon Manganese, and Low Alloy Steel
N+T
116 tons
2017.10.31
BV
Carbon, Carbon Manganese, and Low Alloy Steel
N+T
76 tons
2019.04.20
KR
Carbon, Low Alloy Steel
N+T
76 tons
2021.11.22
ABS
Carbon, Carbon Manganese Steel
N+T
76 tons
2021.06.27
Low Alloy Steel
N+T
11.2 tons
NK
Carbon, Low Alloy Steel
N+T
76 tons
2021.11.13
RINA
Carbon, Carbon Manganese, and Low Alloy Steel
N+T
76 tons
2019.07.22
LR
Carbon, Carbon Manganese, and Low Alloy Steel
N+T
45 tons
2018.05.13
What About Our Service?
7*24 hours service.
Timely response with professional foreign trade and engineering teams.
High quality at competitive prices.
On-time delivery.
We are only 2.5 hours from Shanghai – welcome to visit our company!
Anchor Chain Wheel by Sand Casting with Good Quality
Model NO.: Customized according to drawings
Surface Treatment: Sand Blasting
Surface Roughness: Ra12.5
Standard: ASTM
Certification: ISO 9001:2008
Weight: 3 Tons to 150 Tons per piece
Test Report: Chemical Composition, UT, MT, Mechanical Properties
Certificate: ABS, CCS, DNV.GL, LR, KR, NK, RINA, BV
Delivery Status: Rough Machining, Sand Blasting
Transport Package: Wooden Crate or Other Sea-Worthy Packing
Specification: SC42W, ZG270-500, GS52
Origin: China
HS Code: 73269090
Anchor Chain Wheel by Sand Casting with Good Quality